专注于铝合金生产石墨应用
提供石墨轴承、石墨坩埚、石墨转子、石墨棒等石墨制品
全国咨询热线:
0769-89392518
1、从事过模具加工的都知道生产加工金属材料的模具按所选用的制作工艺归类,
2、常见的有:冲压模,包含冷冲压模、弯折模、拉深模、翻孔模、缩松模、波动模、胀形模、整形美容模等;
3、锻模,包含模锻用锻模、镦锻模等;及其挤压成型模和压铸模。
4、用以生产加工非金属材料和粉未冶金的模具,则按生产加工目标取名和归类,有模具、硫化橡胶模和粉未冶金模等。
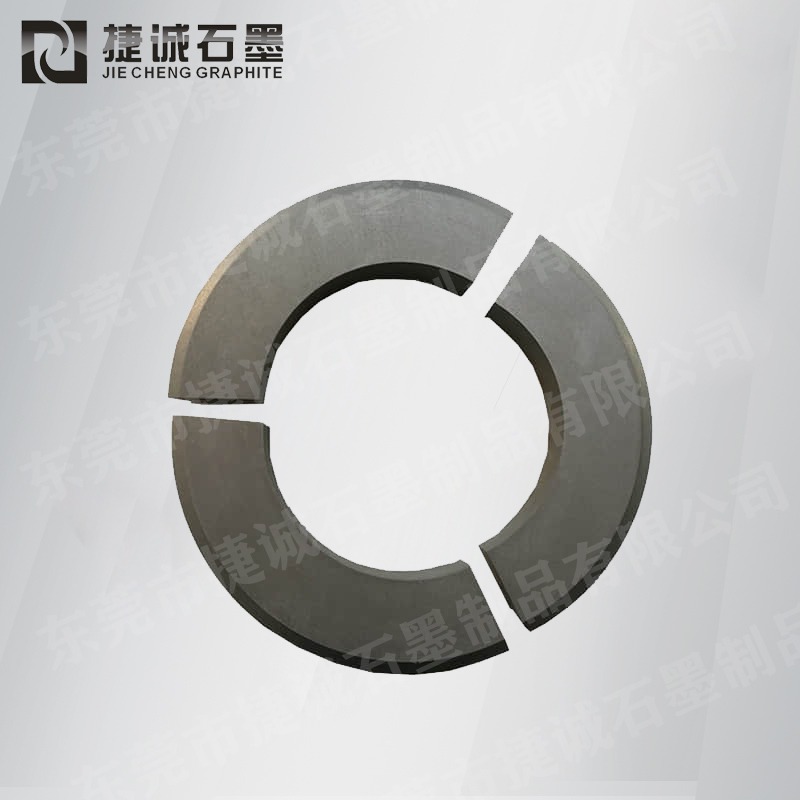
5、那么石墨模具冲压模是用以厚板冲压模具成型和分离出来的磨具。成型用的磨具有凹模,分离出来用的磨具有齿面。
6、常见的冲压模只能一个工装夹具,进行一道制造工艺流程。这类磨具运用广泛,构造简易,生产制造非常容易,但生产率低。
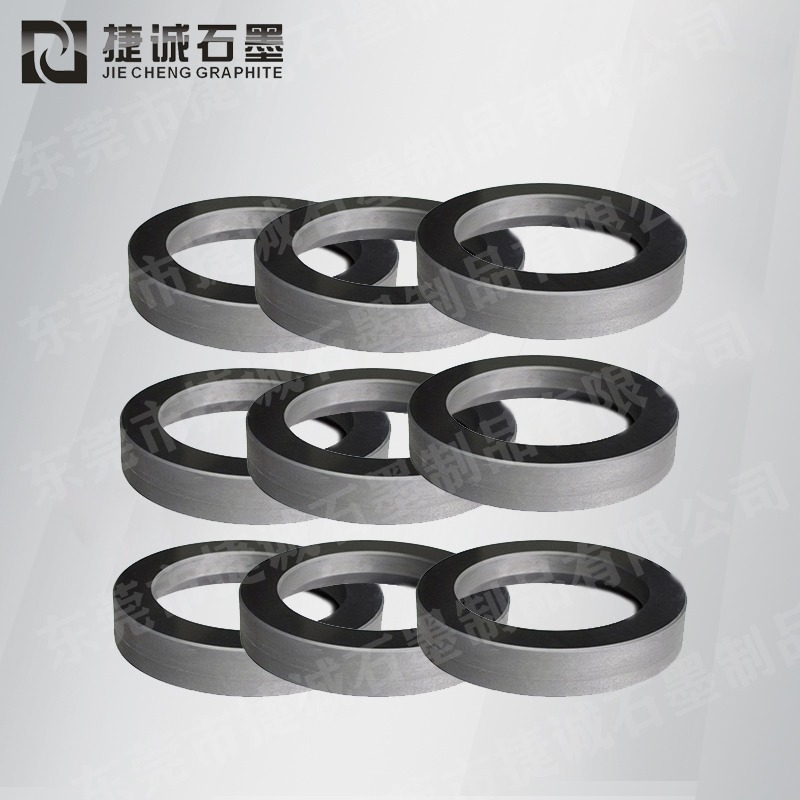
7、为提升生产效率,可将多道冲压模具工艺流程,如落料、拉深、冲孔机、裁边等分配在一个磨具上,使胚料在一个工装夹具上进行多道冲压模具工艺流程,这类磨具称之为复合型模。
8、另有将落料、弯折、拉深、冲孔机和裁边等多工艺流程分配在一个磨具的不一样工装夹具上,
9、在冲压模具全过程中胚料先后根据多工装夹具被持续冲压模具成型,终工装夹具变成制作,这类磨具称之为冲压模具,别称持续模。
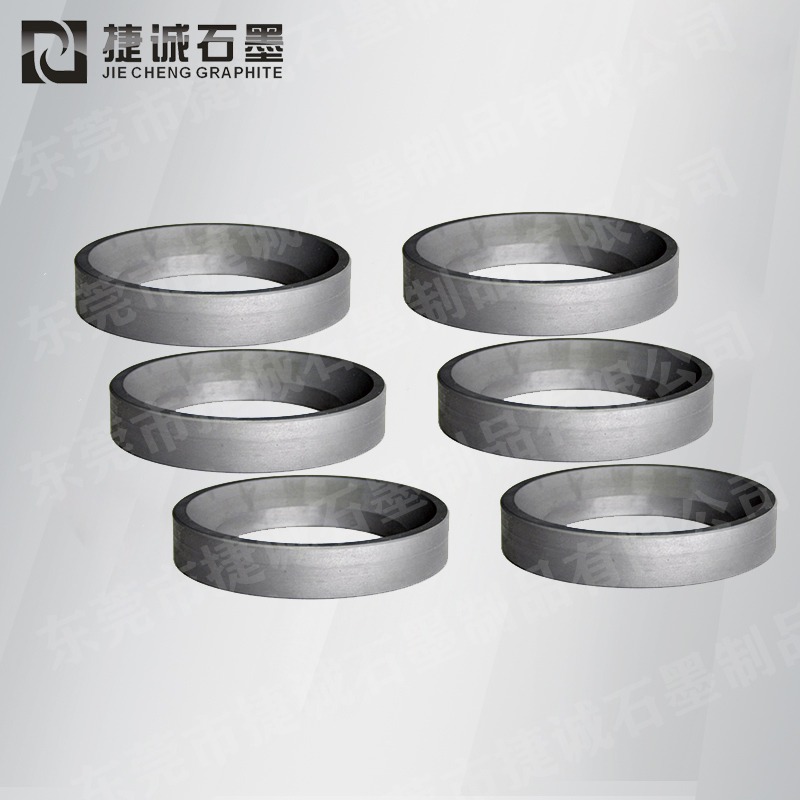
10、挤压成型模是用以将金属材料挤压成型成型的磨具。
11、正挤压成型模有一个静止不动的型腔和置放胚料的挤压成型筒,及其对胚料施压的冲针。
12、反挤压成型模的挤压成型筒为型腔,冲针为模座。
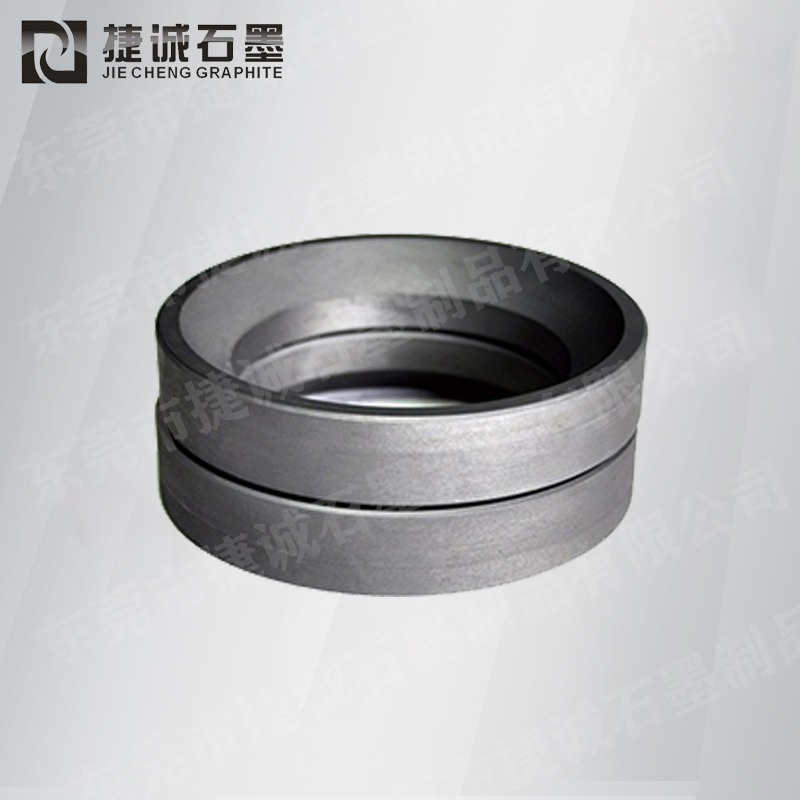
13、因为金属材料必须在挺大的气体压强下才可以从型腔挤压成型,因而,挤压成型筒和反挤压成型的型腔必须有很高的抗压强度,所以选用双层预应力钢筋组成构造。
冲针和模座的工作中长短宜短,防止在高的压地应力下产生不稳定和弯折。