




产品名称 :
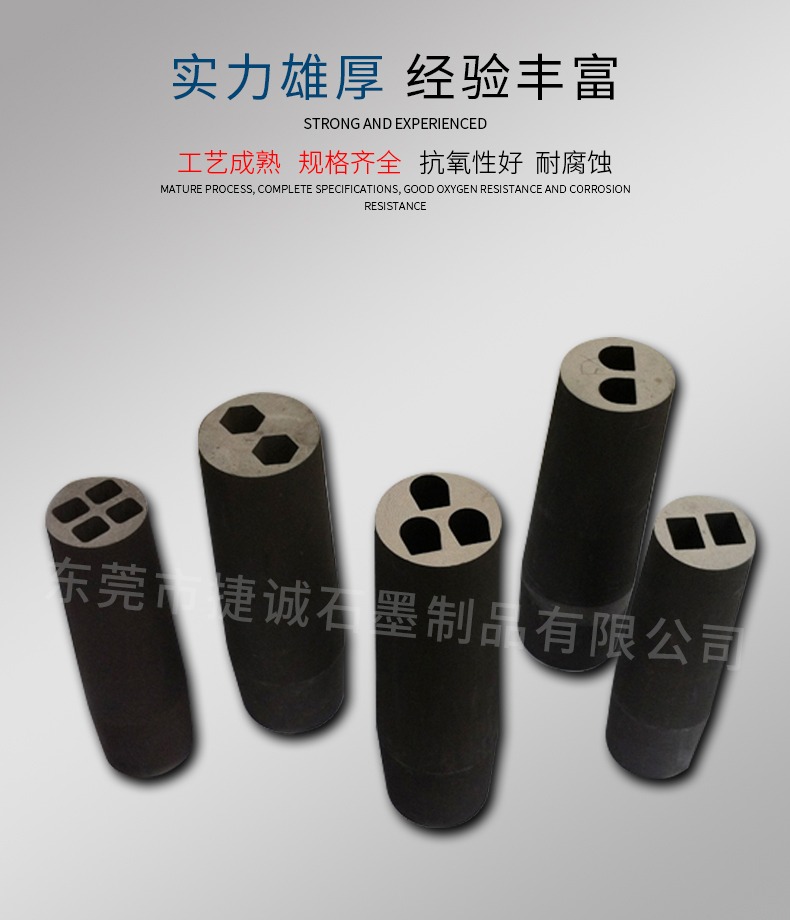
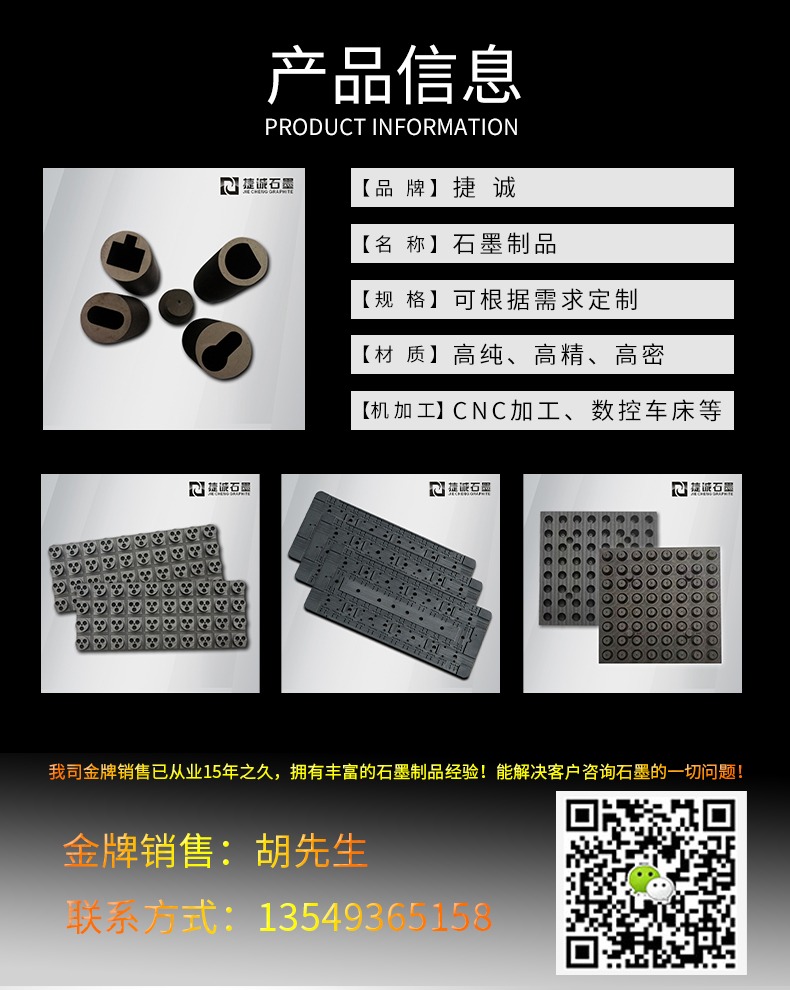
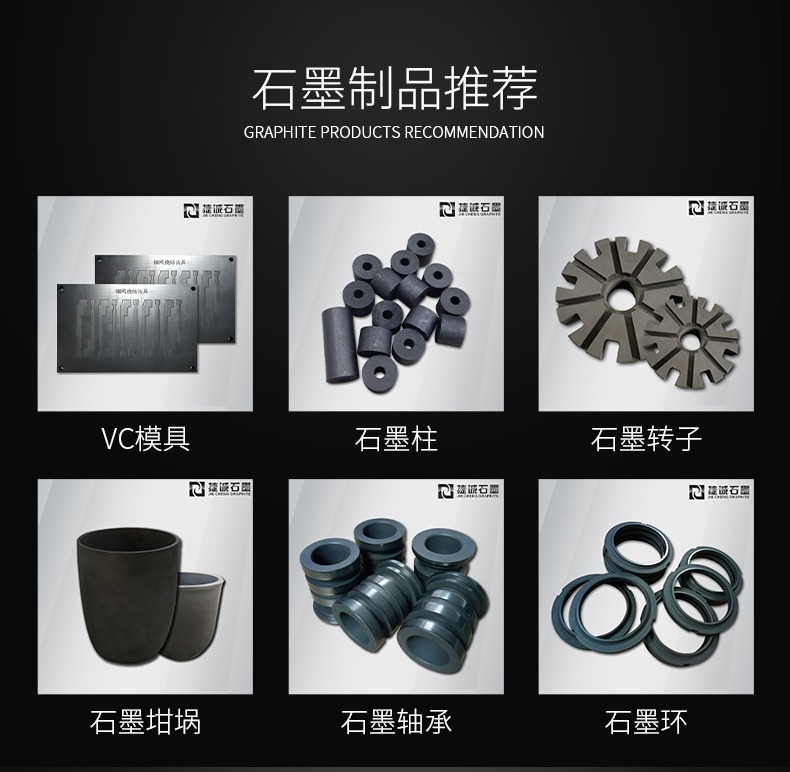
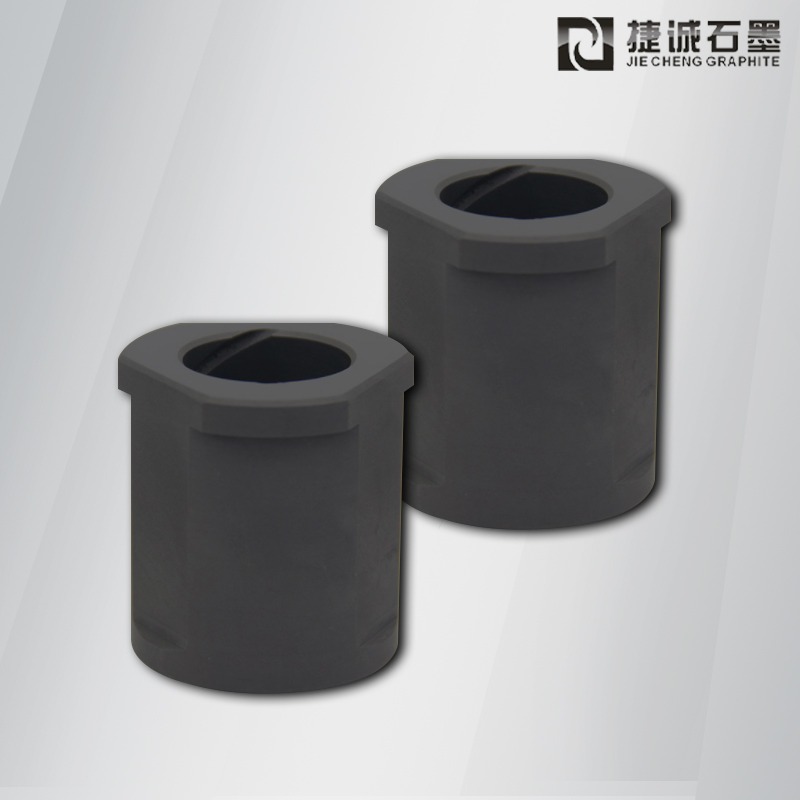
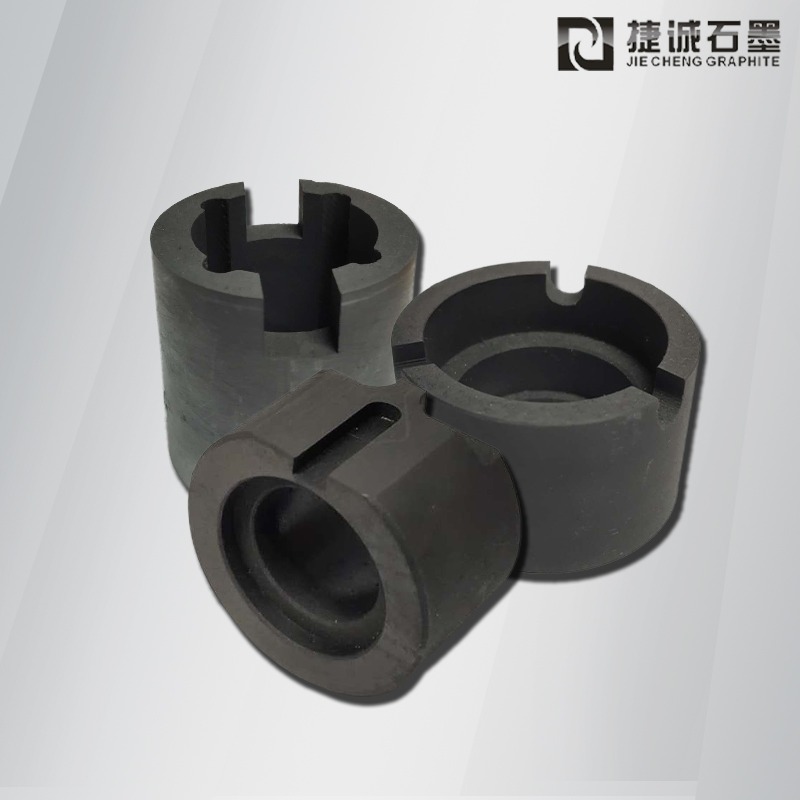
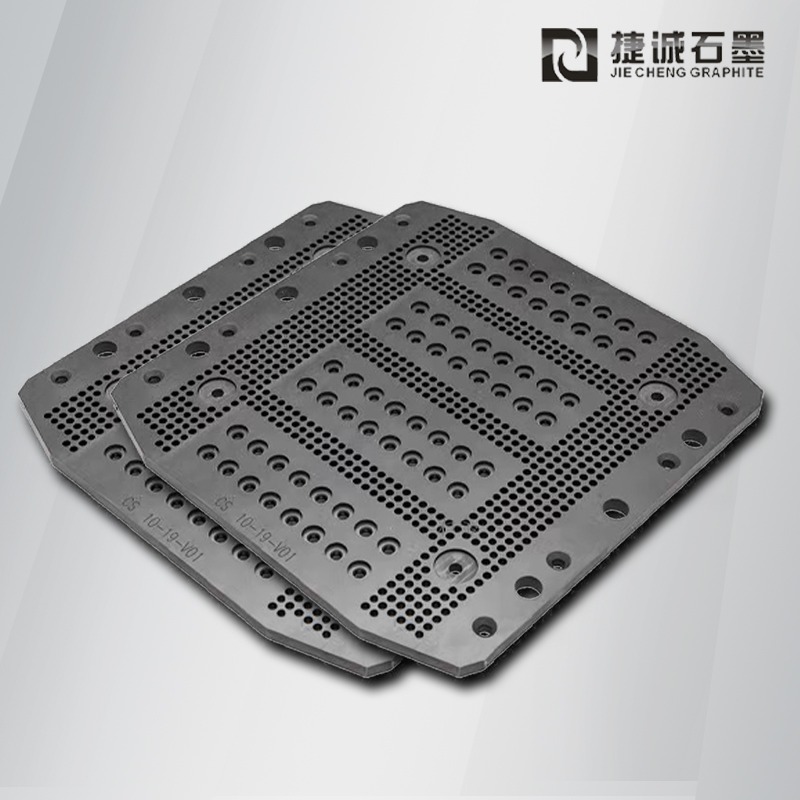
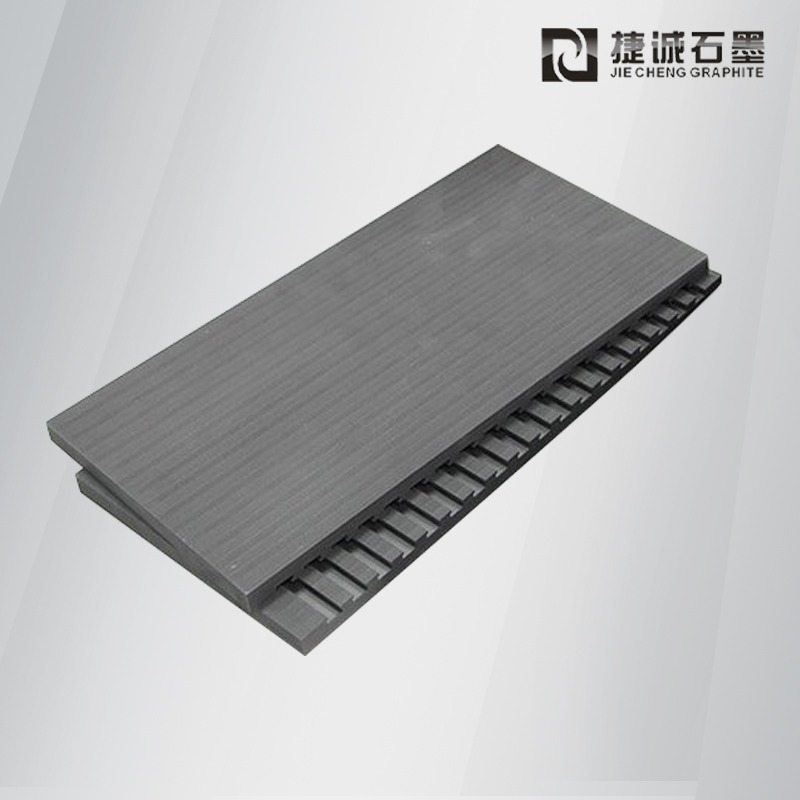
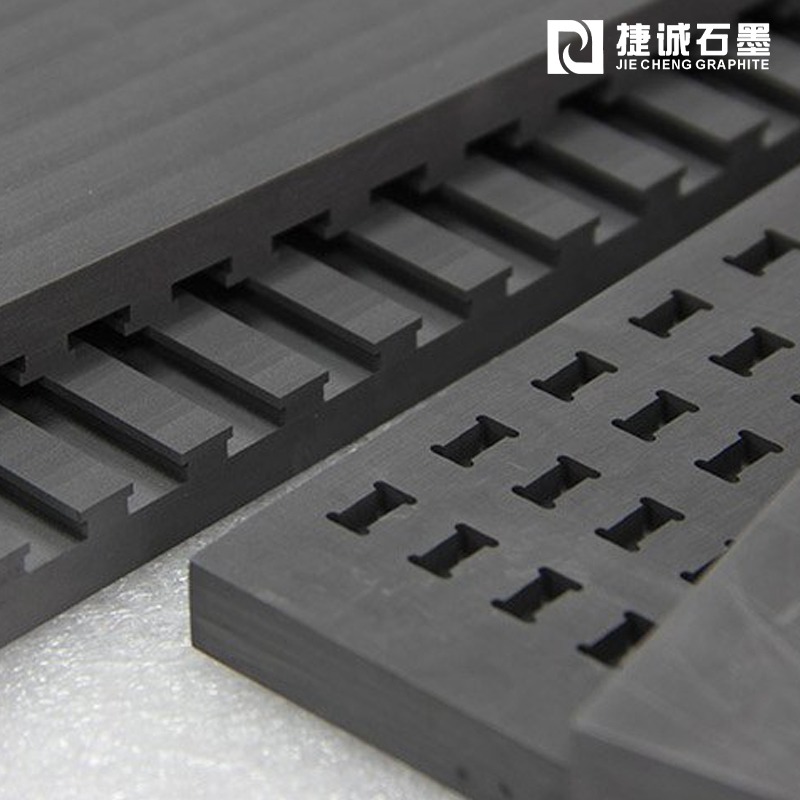
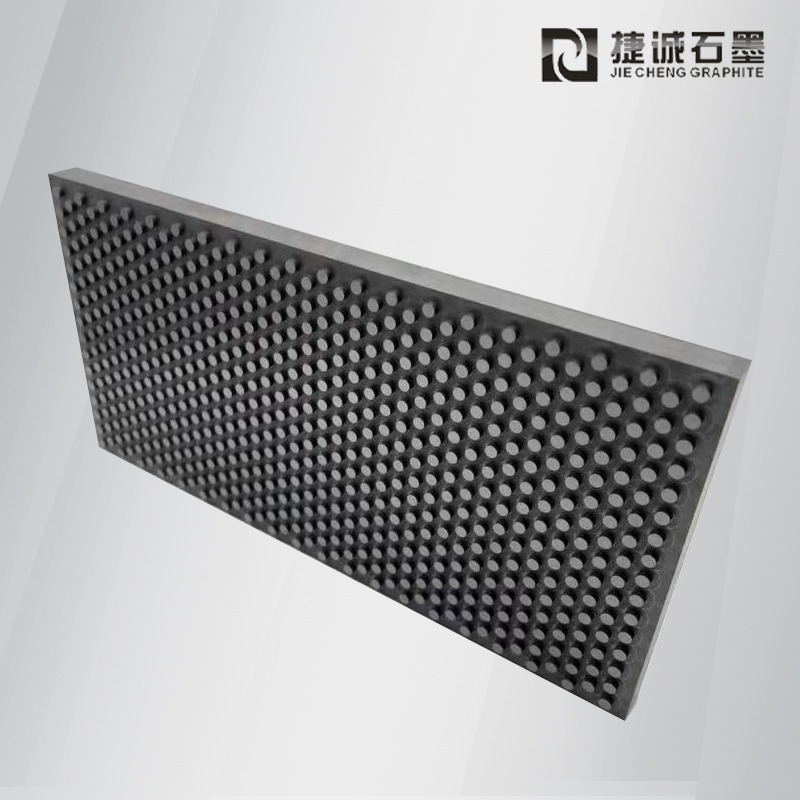
焊接烧结石墨模具 封装石墨治具定制 进口焊接石墨夹具 批发石墨模具
产品类型 :
石墨模具
产品品牌 :
捷诚
产品简介 :
一般使用硬塑料、玻璃珠、核桃壳、铝粒等作为磨料对石墨模具表面进行高压研磨清洗时,如果这些磨料使用过于频繁或不当,这种研磨方式也会造成石墨模具表面出现气孔,容易有残留物附着其上,导致石墨模具的残留物较多、磨损或过早断裂或出现毛刺,对石墨模具的清洗更加不利。
信息详情 :
现在很多石墨模具都有“自清洁”的排气线,光泽度很高。清洁并抛光排气孔至SPI#A3的抛光水平,或通过铣削或研磨将残渣排放至排气管的垃圾区,以防止残渣粘附在粗轧机架表面。但如果操作者用粗粒的擦洗垫、砂布、砂纸、磨石或尼龙鬃毛、黄铜或钢的刷子手工打磨石墨模具,会造成对石墨模具的过度“清洗”。
一般使用硬塑料、玻璃珠、核桃壳、铝粒等作为磨料对石墨模具表面进行高压研磨清洗时,如果这些磨料使用过于频繁或不当,这种研磨方式也会造成石墨模具表面出现气孔,容易有残留物附着其上,导致石墨模具的残留物较多、磨损或过早断裂或出现毛刺,对石墨模具的清洗更加不利。
因此,通过寻找适合石墨模具的清洗设备和加工工艺,同时参考存档文件中记录的清洗方法和清洗周期,可以节省50%以上的维修时间,同时可以有效降低石墨模具的磨损。