专注于铝合金生产石墨应用
提供石墨轴承、石墨坩埚、石墨转子、石墨棒等石墨制品
全国咨询热线:
0769-89392518
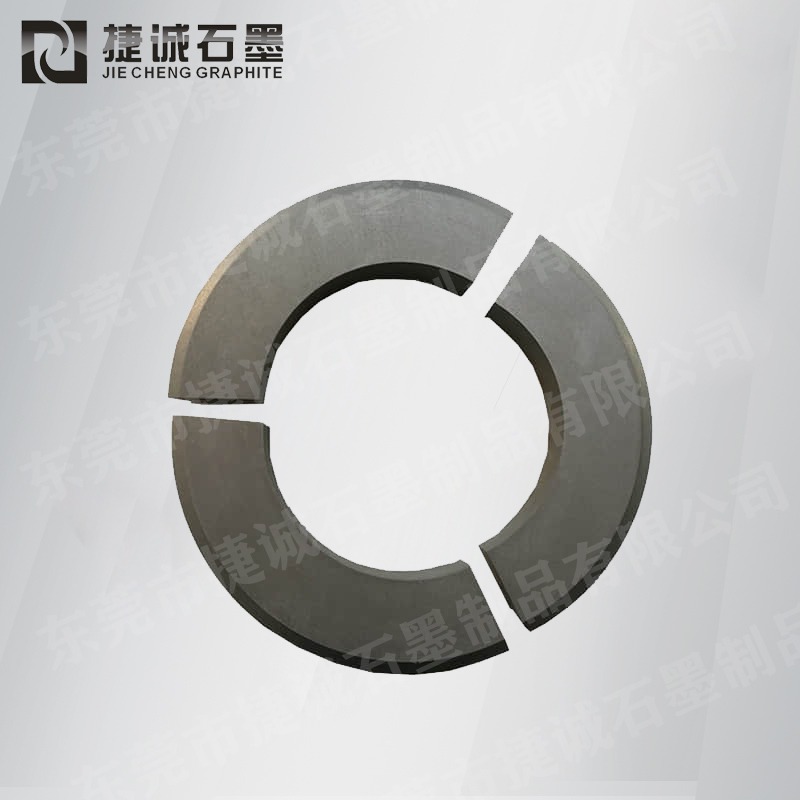
热压石墨模具上下压头:
1.然而,局限性是显而易见的。一般用石墨压头,做模具应该更好。国外进口的石墨,但是热压烧结就是这一点。不要,
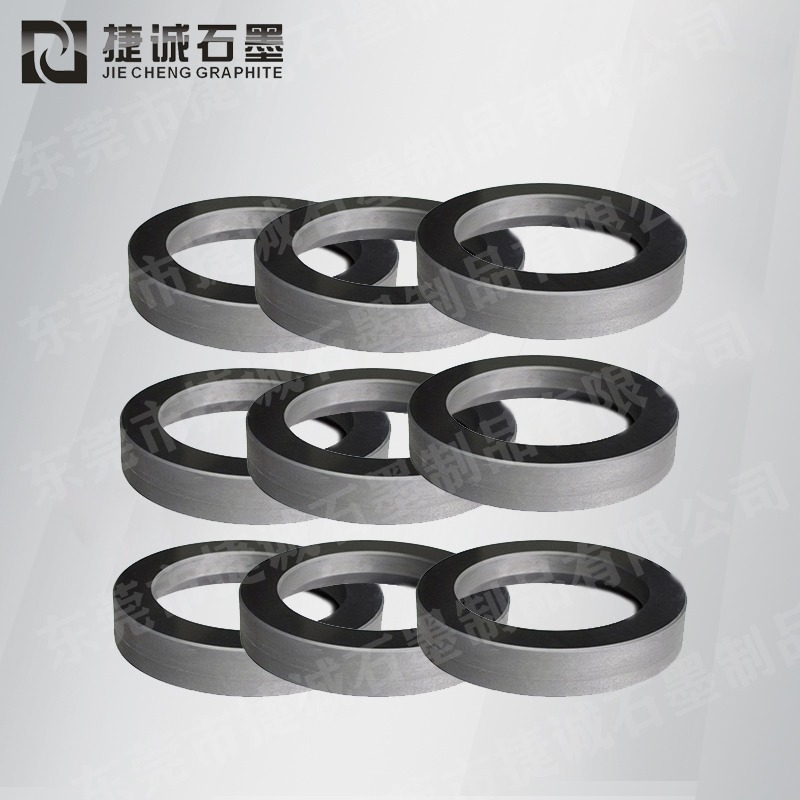
2.直径为20mm的压头,压力约为70~80MPa。不能再涨了,压头受不了。不过可以考虑高压下热等静压烧结。
3.以碳化硅为压头,石墨为模具,在1700℃ 50MPa下烧结纯钼粉。
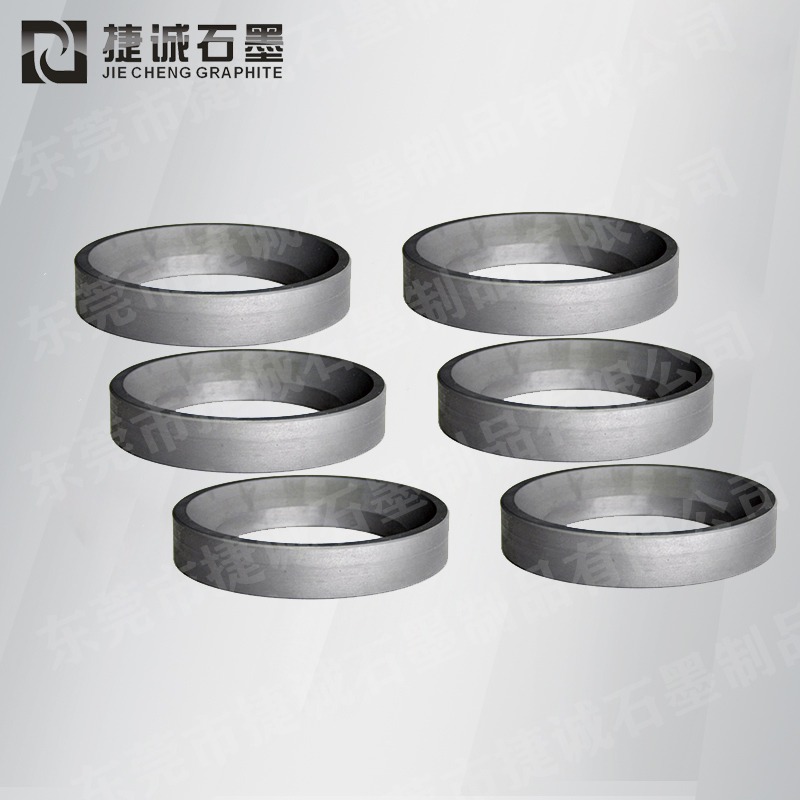
4.可以模压,但还是感觉碳化硅的可靠性不高。如果坏了,钨网加热器就坏了。
5.让我们尝试使用C/C复合数据作为缩进。压头规模小,所以需要的数据不多(希望不要太贵)。
6.最好将烧结压力提高到100MPa石墨。随着温度的升高,强度增加。如果室温很差,可以提高高温强度。
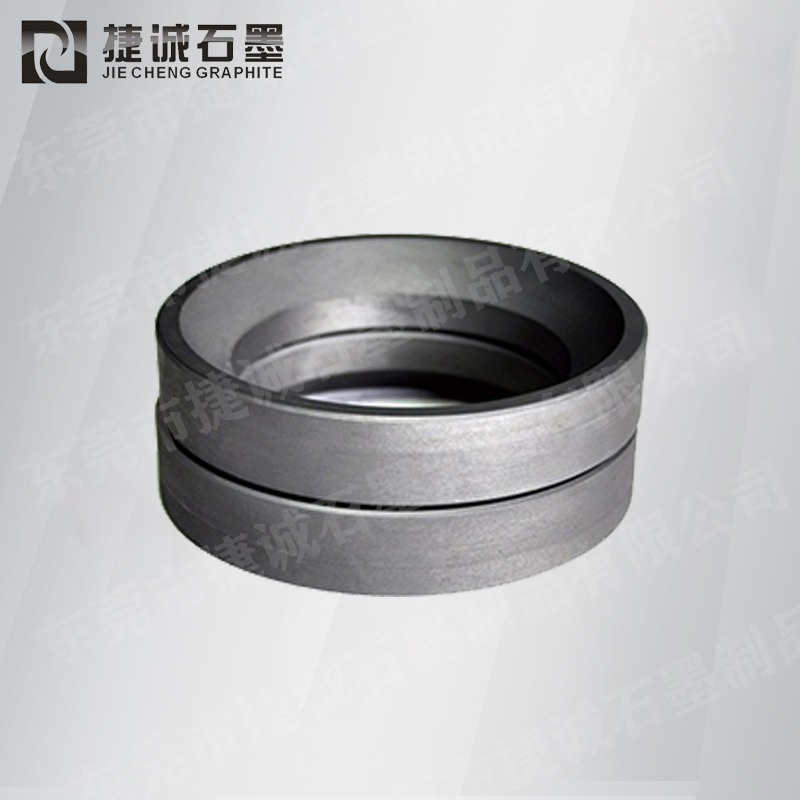
7.现在我们准备用进口的高纯石墨做压头。
8.选择钨网加热器的初衷是为了避免烧结过程中碳的影响。
9.如果还是用高纯石墨模具和压头,石墨做发热体就够了,就不需要用钨网发热体了。要求的工作问题是2000度,石墨加热器完全可以满足要求。