专注于铝合金生产石墨应用
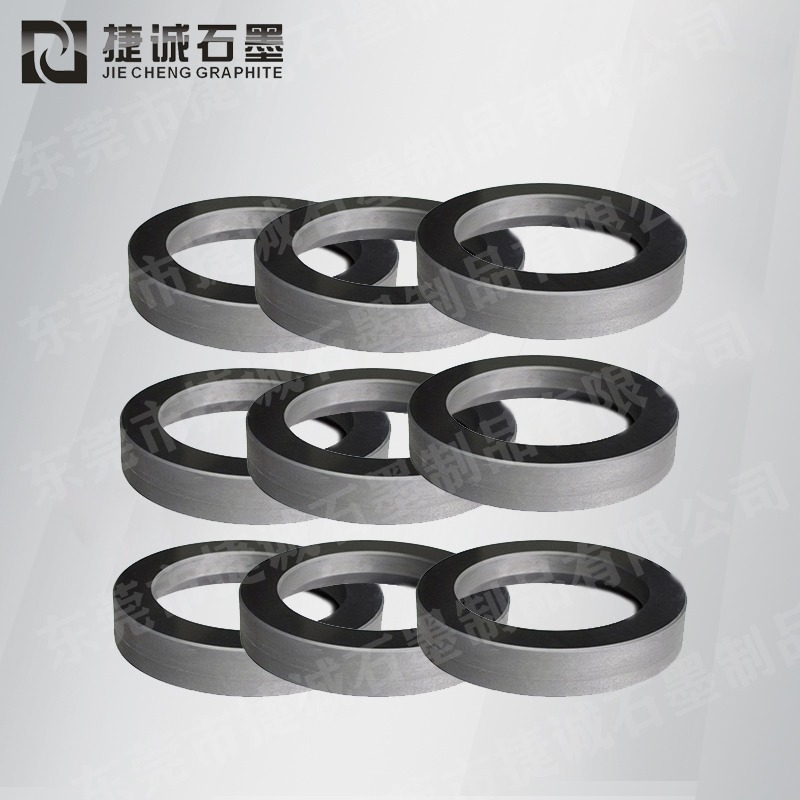
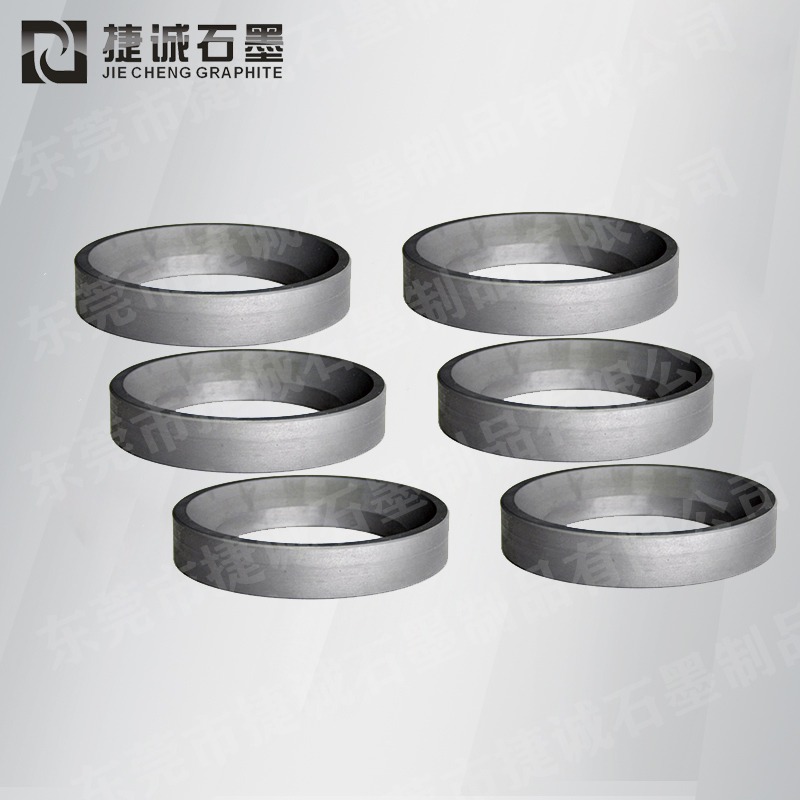
提供石墨轴承、石墨坩埚、石墨转子、石墨棒等石墨制品
全国咨询热线:
0769-89392518
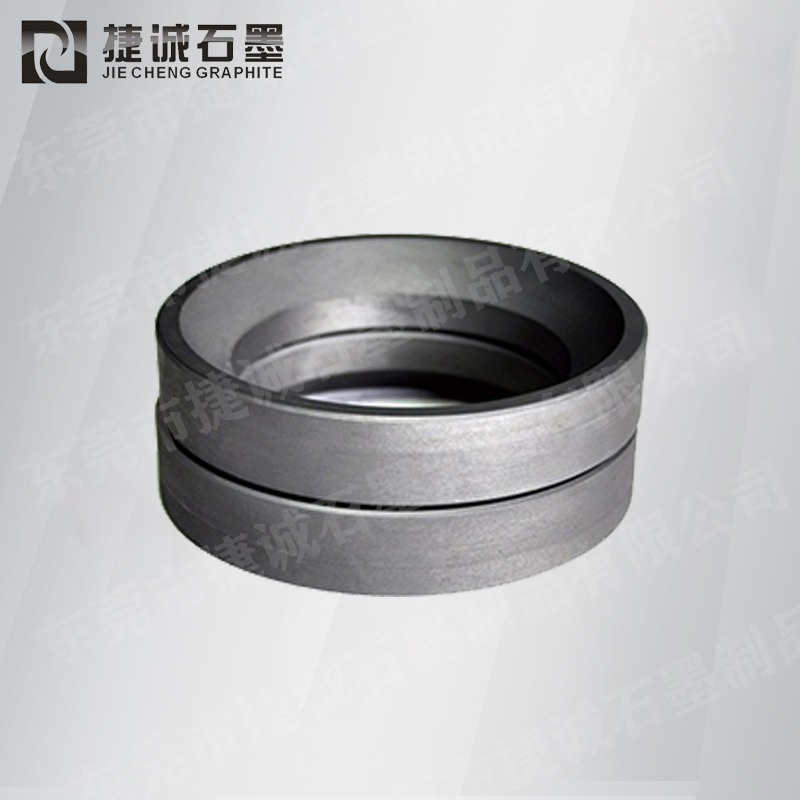
制造细长石墨阶梯孔产品的难点是钻孔和排屑,以及同心度控制。 同轴加工误差主要包括参考误差、安装和搜索误差、机器定位误差。 采用粗车外圆-切削-钻孔-半精加工外圆-镗孔-精加工外圆的工艺路线。
此外,石墨工具的正确选择直接决定了石墨制品加工的效率和质量。 因此,要想有效地管理和控制加工质量,就必须选择合理有效的石墨刀具材料。
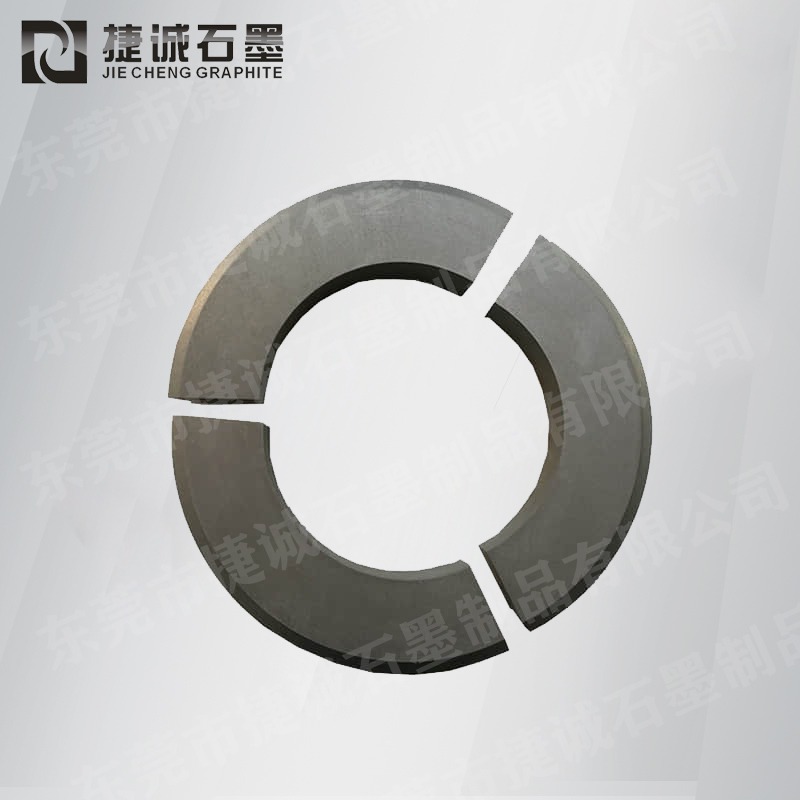
石墨材料是一种不均匀的脆性材料,宏观硬度相对较小。 夹子容易损坏基准面,定位精度差,装配误差大; 特别是对于一些细长的孔,产品精度高,内部工艺孔加工得非常好。 困难; 而且石墨制品大部分是模具零件,如石墨电极、3D热模等,对产品一致性要求非常高。
细长石墨台阶孔加工企业的质量好坏,直接影响下游产品的服务质量,也严重影响其自身的使用寿命。 因此,在加工前,需要对工艺技术方案、加工路线、装夹方法和工艺参数进行反复审查。 信息系统研究与分析、教学设计优化等方面。