专注于铝合金生产石墨应用
提供石墨轴承、石墨坩埚、石墨转子、石墨棒等石墨制品
全国咨询热线:
0769-89392518
石墨模具电极孔加工方法及工具选择
孔加工的方法有很多种。 以石墨电极为例,有钻、铣、车、镗等,每种加工方法不同,选用的刀具也不同。
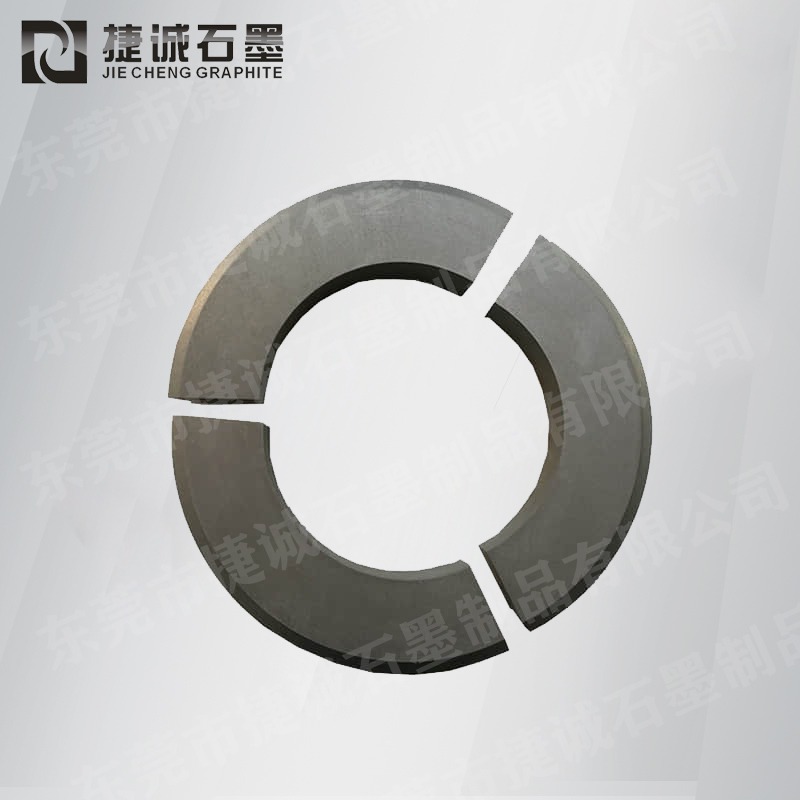
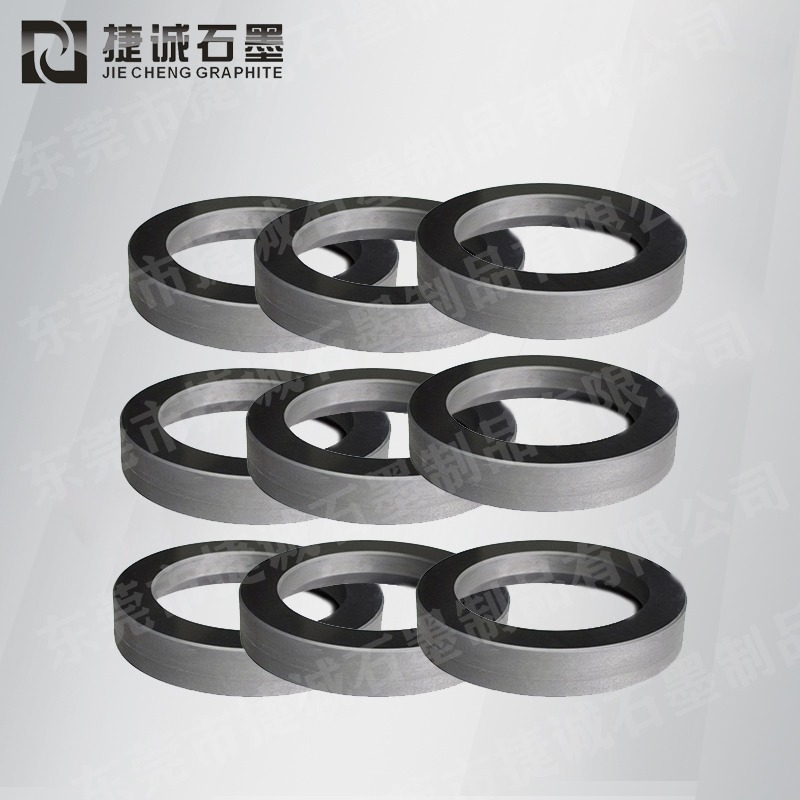
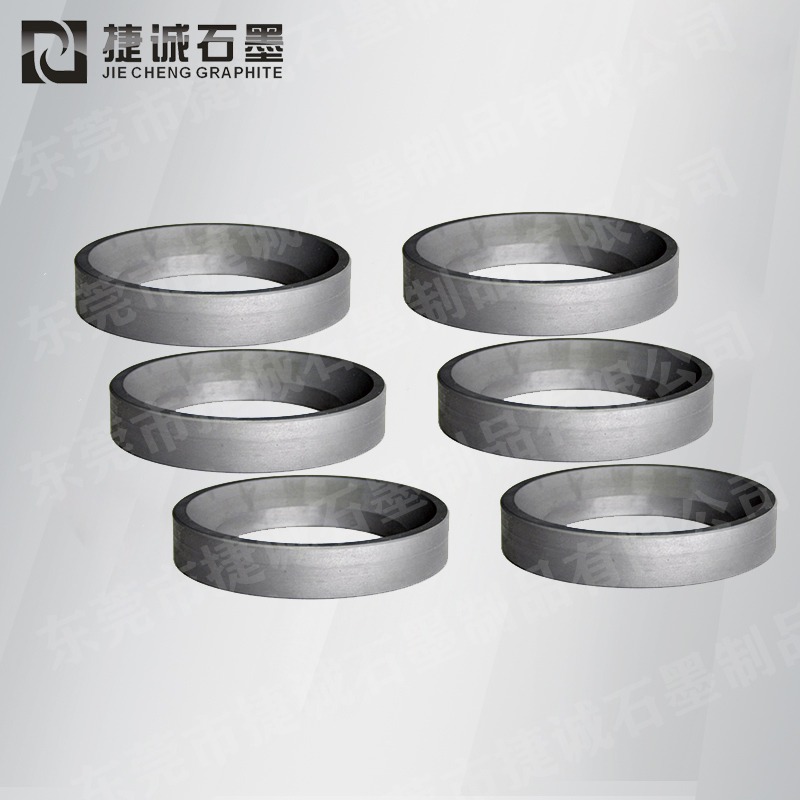
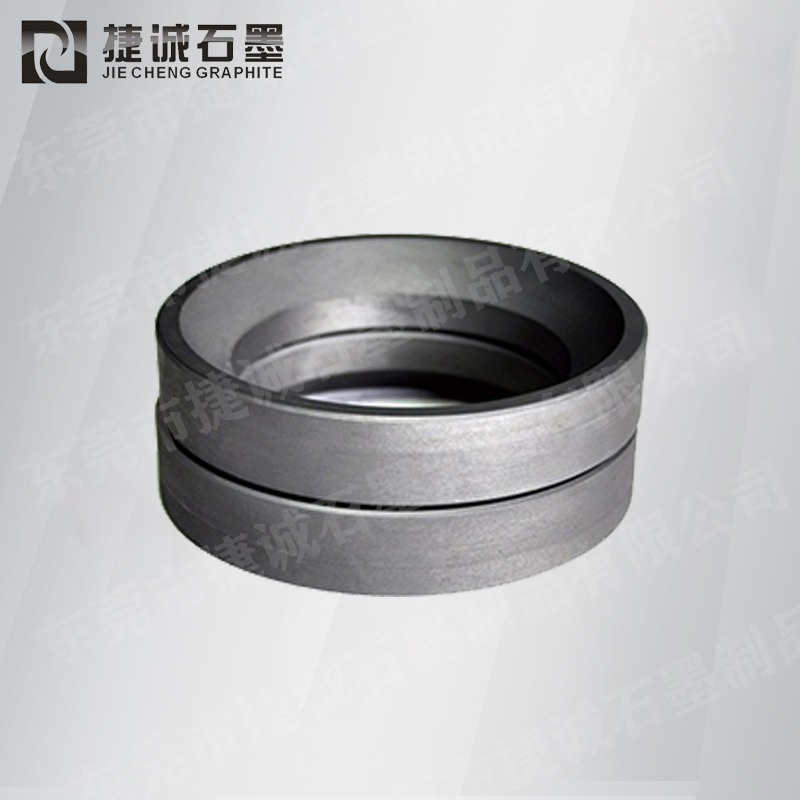
石墨模具
石墨制品钻孔一般采用PCD钻头或华菱CVD金刚石涂层钻头。 对于 3mm 以下的小孔,建议使用 cvd 涂层钻头; 对于较大的孔,建议使用 PCD 钻头。
石墨制品数控铣孔加工,对于表面要求高、直径大的孔,不能在车床装夹中使用铣削。 一般采用数控铣床加工孔。 与选择钻具一样,也可选择石墨电极铣削。 CDW025/CDW302级PCD铣刀或华菱cvd金刚石涂层铣刀,根据孔的形状可选择石墨平头铣刀或石墨球头铣刀
石墨制品的镗孔和车孔均可在车床上加工。 对于直径10mm以上的大直径石墨制品,车床容易装夹,可用CNC刀片加工石墨内孔; 对于3-10mm的小孔,车削,一般选用精密小镗刀进行镗削,华菱精密PCD小镗刀可根据需求定制。 如果石墨电极模具产品在车床上不方便装夹,则在镗床上进行镗孔作业。
石墨材料为异质脆性材料,宏观硬度较小,装夹时容易损坏基准面,定位精度差,装夹误差大; 尤其是一些细长孔的加工,产品精度要求高,内台阶孔加工难度大; 而且石墨制品多为模具零件,如石墨电极、3D热弯模具等,对产品一致性要求较高。
细长石墨阶梯孔的加工质量直接影响下游产品的质量,同时也严重影响其自身的使用寿命。 因此,在加工前,需要从工艺方案、加工路线、装夹方式、工艺参数等方面反复进行系统分析。 ,优化设计。
制造细长石墨阶梯孔产品的难点在于钻孔和排屑,以及同心度控制。 其同轴度的加工误差来源主要有参考误差、装夹与对中误差、机床定位误差等。 采用粗车外圆--切削--钻孔--半精车外圆--镗孔--精车外圆的工艺路线。 此外,石墨工具的正确选择也直接决定了石墨制品加工的效率和质量。 因此,要想有效控制加工质量,就必须选择合理有效的石墨刀具材料。